冰箱控制面板失灵1、可能是冰箱面板有一键锁定功能,把面板给锁住了。2、冰箱面板按钮出现故障。3、可能是冰箱液晶显示控制板故障。4、冰箱线路板短路导致的。建议解决方法:1
YMP-336怎样在面板按键上编辑程序?谢谢!
软件
2023-09-29
西门子数控机床面板的编辑键与程序键在哪?
1) 通用MD(General): MD10000:此参数设定机床所有物理轴,如X轴。 通道MD(Channel Specific): MD20000 → 设定通道名CHAN1 MD20050[n] → 设定机床所用几何轴序号,几何轴为组成笛卡尔坐标系的轴 MD20060[n] → 设定所有几何轴名 MD20070[n] → 设定对于此机床存在的轴的轴序号 MD20080[n] → 设定通道内该机床编程用的轴名 以上参数设定后,做一次NCK复位! 2) 轴相关MD(Axis-specific): MD30130 -→设定轴指令端口=1 MD30240 -→设定轴反馈端口=1 如此二参数为“0”法兰克系统面板上的按键是怎样使用的?
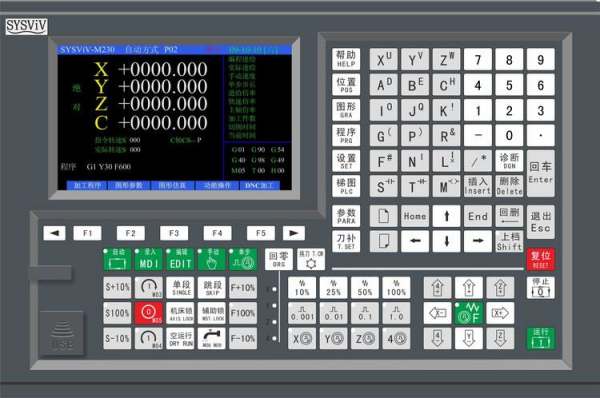
1,CURSOR(光标移动键): 移动光标至编辑处
2,PAGE(页面转换键):显示器画面向前变换页面,显示器画面向后变换页面。
地址和数字键:按下这些键,输入字母、数字和其它字符
3,POS(位置显示键):在CRT上显示机床现在的位置。
4,PRGRM(程序键):在编辑方式,编辑和显示内存中的程序。在MDI方式,输入和显示MDI数据
。在自动方式,指令值显示。
5,MENU OFFSET( 偏置值设定和显示)。
6,DGNOS PARAM(自诊断参数键)。
参数设定和显示,诊断数据显示
7,OPR ALARM(报警号显示键):报警号显示及软件操作面板的设定和显示
8,AUX GRAPH(图形显示键): 图形显示功能
9,INPUT(输入键):用于参数或偏置值的输入;启动I/O设备的输入;MDI方式下的指令数据的输入。
10,OUTPT START(输出启动键)。
11,ALTER(修改键):修改存储器中程序的字符或符号。
12,INSRT( 插入键):在光标后插入字符或符号。
13,CAN(取消键):取消已键入缓冲器的字符或符号。
14,DELET( 删除键):删除存储器中程序的字符或符号。
加工中心操作面板各按键的意思
CURSOR(光标移动键): 移动光标至编辑处
PAGE(页面转换键):显示器画面向前变换页面,显示器画面向后变换页面。
地址和数字键:按下这些键,输入字母、数字和其它字符
POS(位置显示键):在CRT上显示机床现在的位置。
PRGRM(程序键):在编辑方式,编辑和显示内存中的程序。在MDI方式,输入和显示MDI数据。
MENU OFFSET( 偏置值设定和显示)。
DGNOS PARAM(自诊断参数键)。
扩展资料:
西门子加工中心操作面板各键简介:
德国西门子(SIEMENS)公司生产的可编程序控制器在我国的应用也相当广泛,在冶金、化工、印刷生产线等领域都有应用。
西门子S7系列PLC体积小、速度快、标准化,具有网络通信能力,功能更强,可靠性更高。S7系列PLC产品可分为微型PLC(如S7-200),小规模性能要求的PLC(如S7-300)和中、高性能要求的PLC(如S7-400)等。
怎样更改键盘的按键设置?
1、首先下载KeyTweak,点击“下载”。

2、点击“打开”,右侧是功能表,里面有许多功能,可以把功能映射到按键上。

3、点击要更改的按键,点击“选择替换后的按键”后的下拉列表,选择要更换的按键。

4、点击“替换按键”,点击“应用”即可。
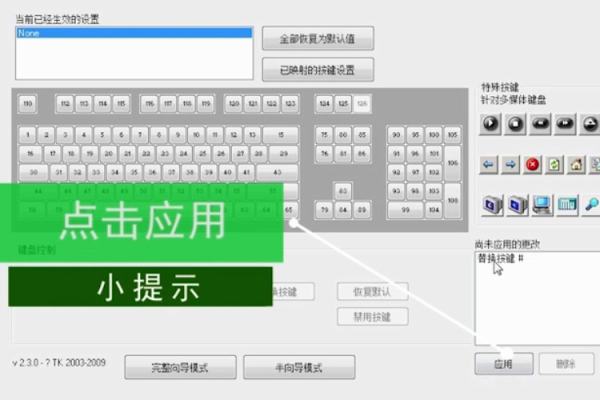
5、若是不想更改,可点击“删除”。

三菱系统m70plc怎样修改
◆修改程序前,请确认机床位于以下状态:
首先确认机床模式选择为“自动”状态,显示屏窗口显示为“运行”界面。
机床模式选择是这样的,如下图:

(注:在其它任意模式也是可以进行修改操作的)
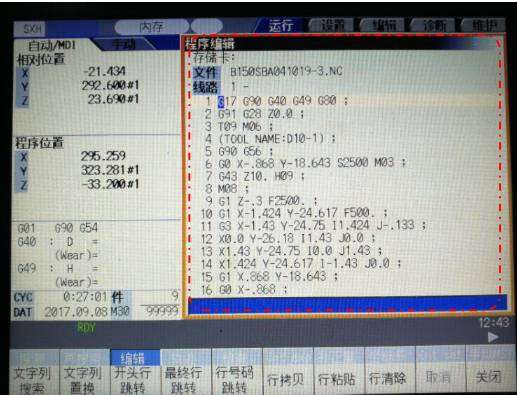
显示屏界面是这样的,如下图:
然后按显示屏下方“编辑”选项,如下图:
进入“编辑”选项后,窗口是这样的,如下图:
下面进入程序的修改操作,请接着往下看……
(一)插入功能
1.1单个代码的插入:
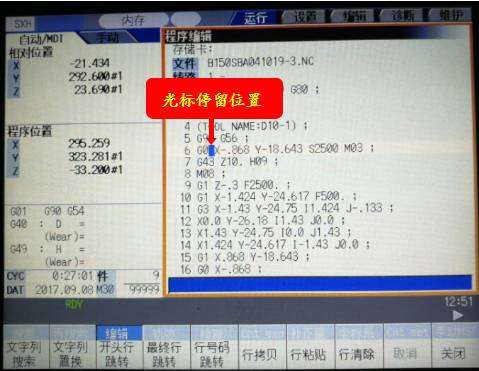
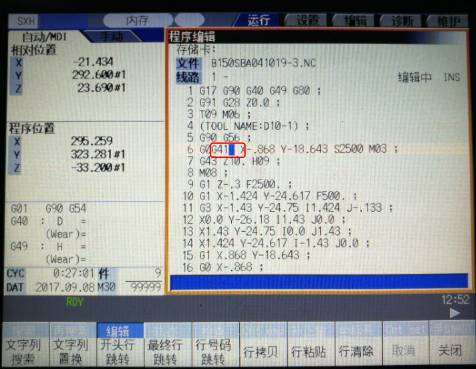
例如我们将在“G0”的后面插入“G41”刀具半径补偿代码,通过操作机床面板上的上下左右键“ ”将光标(蓝色高亮显示)停留在“G0”后面。如下图:
”将光标(蓝色高亮显示)停留在“G0”后面。如下图:
然后通过按机床面板上的“ ”键+“”键,然后接着通过操作机床面板编写“G41”,然后接着按输入键“”保存修改后的程序。如下图:
”键+“”键,然后接着通过操作机床面板编写“G41”,然后接着按输入键“”保存修改后的程序。如下图:
最后按显示屏右下方的“关闭“选项,即可返回程序运行界面。
(知识延伸:SHIFT键意思为变换键,它一般作为辅助控制键,和其它按键组合使用,在此次按键中起到切换至下一行“INSERT ”插入功能的作用。)
”插入功能的作用。)
1.2程序段的插入:
例如我们将在“T09 M06;”的后面插入“T10”备用刀代码,通过操作机床面板上的上下左右键“ ”将光标(蓝色高亮显示)停留在“T09 M06 ;”后面,然后通过操作机床面板编写“T10”,如下图:
”将光标(蓝色高亮显示)停留在“T09 M06 ;”后面,然后通过操作机床面板编写“T10”,如下图:
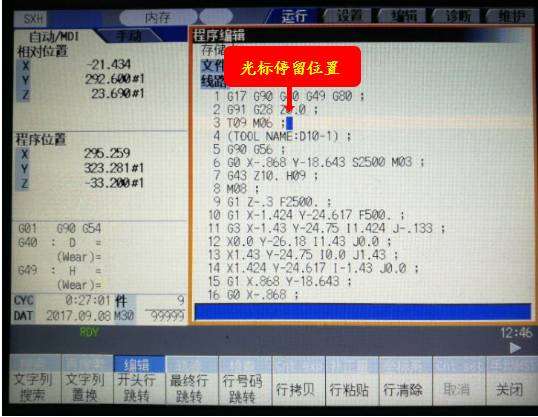
然后按机床操作面板上的输入键“”,保存修改后的程序。如下图:
最后按显示屏右下方的“关闭“选项,即可返回程序运行界面。
(二)删除功能
2.1删除单个字符操作:
例如我们删除“M08”代码,取消自动喷水,通过操作机床面板上下左右键“ ”将光标移动到“M”上。如下图:
”将光标移动到“M”上。如下图:
然后按操作面板上的删除键“ ”(表示按“DELETE”删除功能),“M”字母就完成了删除(连续操作,按一次删除一个字符)。如下图:
”(表示按“DELETE”删除功能),“M”字母就完成了删除(连续操作,按一次删除一个字符)。如下图:
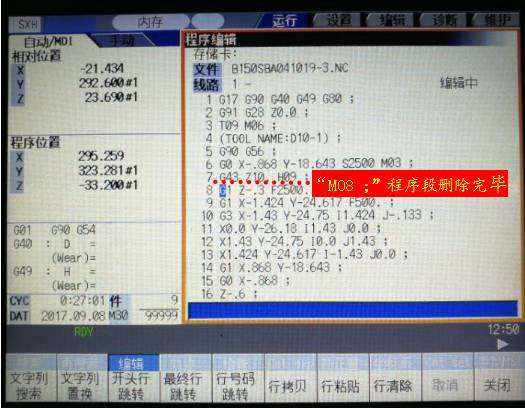
直至将“M08 ;”程序段删除完成,然后按输入键“ ”,保存修改后的程序如下图:
”,保存修改后的程序如下图:
最后按显示屏右下方的“关闭“选项,即可返回程序运行界面。
2.2删除单行程序段操作:
例如我们一次性删除“M08;”程序段,取消自动喷水,通过操作机床面板上的上下左右键“ ”将光标(蓝色高亮显示)移动到该段程序任意位置上,如下图:
”将光标(蓝色高亮显示)移动到该段程序任意位置上,如下图:
然后通过按机床面板上的删除键“ ”(表示按“C·B”删除功能),完成该行程序段的删除操作。然后接着按输入键“
”(表示按“C·B”删除功能),完成该行程序段的删除操作。然后接着按输入键“ ”,保存修改后的程序。如下图:
”,保存修改后的程序。如下图:
最后按显示屏右下方的“关闭“选项,即可返回程序运行界面。
(三)替换字符
3.1单个字符的替换:
例如我们将“G56”替换为”G54”,通过操作机床面板上的上下左右键“ ”将光标(蓝色高亮显示)停留在“6”的位置。如下图:
”将光标(蓝色高亮显示)停留在“6”的位置。如下图:
然后通过操作机床面板数字键编写“4”,就可以完成单个字符的替换。然后接着按输入键“ ”保存修改后的程序。如下图:
”保存修改后的程序。如下图:
最后按显示屏右下方的“关闭“选项,即可返回程序运行界面。
3.2多个字符的替换
例如我们将程序每把刀具开头的“G54”全部替换为“G55”,首先按显示屏下方的“文字列置换”选项,然后通过操作机床面板数字键编写“G54/G55”(该段表示将G55替换为G54),如下图:
然后接着按输入键“ ”,光标将向下搜索到第一个“G54”代码,然后系统提示“是否替换”,然后按操作面板字母键“Y”(表示英文Yes,确定的意思),如下图:
”,光标将向下搜索到第一个“G54”代码,然后系统提示“是否替换”,然后按操作面板字母键“Y”(表示英文Yes,确定的意思),如下图:
然后接着按输入键“ ”,继续向下搜索“G54”代码,再次提示“替换吗?”,然后再按字母键“Y”,如下图:
”,继续向下搜索“G54”代码,再次提示“替换吗?”,然后再按字母键“Y”,如下图:
注意:在操作过程中看清提示,不要操作过快,将代码误替换成Y。
然后接着再次按输入键“ ”,继续向下搜索“G54”代码,直至提示“找不到检索的文字”(表示程序中已无G54代码),如下图:
”,继续向下搜索“G54”代码,直至提示“找不到检索的文字”(表示程序中已无G54代码),如下图:
当提示“找不到检索的文字”时,再次按“文字列置换”选项,取消替换功能,然后接着按输入键“ ”,保存修改后的程序。最后按显示屏右下方的“关闭“选项,即可返回程序运行界面。
”,保存修改后的程序。最后按显示屏右下方的“关闭“选项,即可返回程序运行界面。
以上就是三菱M70系统修改程序常用操作功能。希望大家能更多的转发与分享,帮助更多像您一样努力学习技术的人。
相关文章
- 详细阅读
-
flask电商网站设计与实现应阅读哪详细阅读

电商网站设计需要注意哪些?第一、要做好产品的定位在电子商务网站中,特别是垂直型B2C网站中,需要运营者更加专注于前期产品的定位。只有通过产品的良好定位,才能增强网站的凝聚
-
RE560的手把按键好按不?详细阅读
宝骏560门把手按键不好用怎么解决宝骏560门把手外侧黑色的开关应该是无钥匙进入的感应开关,门把手内侧还有一个感应开关,功能是你下车摸一下外侧的就自动锁车了,进车内的时候手
-
赛科龙RX401按键有背光吗?详细阅读

笔记本有背光键盘重要吗?大部分没有背光键盘怎么办?关于背光的必要性:这个要看具体用户的使用场合,如果在夜间且缺乏灯光的场合使用较多,那么背光键盘就显得很重要了,但是在平常管
-
西门子CU320-2DP用面板怎么屏蔽报详细阅读
西门子驱动电源报警怎么屏蔽1、电源驱动板分离。
2、UVW输出电流F0001报警屏蔽。
3、母线过电流f0022报警屏蔽。
4、散热器过温f0012报警屏蔽。
5、偏平电缆链接电源驱动板 -
为何某些电脑硬件流行RGB灯效详细阅读

DIY电脑主机的RGB什么时候开始兴起的?就描述,很久前就开始带了。10年前就有了。只不过那会DIY的人少,配高性能需求的电脑更少,基本办公机。显卡要是有个GTX650就不得了,可能整个
-
N服每次进去按键就没有用了?详细阅读

为什么我玩游戏的时候,有时候突然按键盘就没反应了。必须要用鼠标点一下游戏窗口才行1.系统有问题,为了正常运转系统自动刷新 2.键盘问题,有可能你不注意碰到那个按键上了 例如
-
计算机编程商标转让要多少钱?详细阅读
商标转让费用一般需要多少钱?商标转让费用一般包括两部分:
1、商标转让受理费:申请转让一件商标的费用为1000元,受理费直接缴入国家商标局,国家商标局收取官费1000元。
2、商标转 - 详细阅读
-
设计算法拆分单链表详细阅读
数据结构:设计一个算法将一个带头结点的单链表A分解成两个带头结点的单链表A和B程序如下:#include #include typedef struct node{char data;struct node *nextPtr;}*LinkList
