50平多媒体教室建设需要多少钱正常的话3万左右就可以的。投影机 2700LM 2300元,100寸玻珠电260元,一体中控 300元,电磁白板 1650元,1.2米钢制多媒体讲桌 950元,推拉黑板 1150元,多
数控编程求代码
软件
2023-04-02
数控车床编程代码是什么?
数控车床编程代码是G00快速定位指令,G01直线插补指令等。G00快速定位指令格式为G00XUZW,XZ为绝对编程时的目标点,UW为相对编程时的目标点,两轴同时以机床最快速度开始运动,但不一定同时停止,即合成刀具轨迹并不一定是直线。

数控车床编程代码的特点
G28返回参考点指令,格式为G28XUZWT0000,若机床启动后回过零点,则本指令的执行使刀架经过指定点回零,否则经过指定点移动至系统加电时的位置,G02顺圆插补指令,格式为G02XUZWRIK,FXZ为绝对编程时的目标点,UW为相对编程时的目标点。
G27返回参考点检测指令,格式为G27XUZWT0000,本指令执行前必须使刀架回零一次,若指定的两个坐标值分别是机床参考点的坐标值,且机床面板上的两个回零参考点指示灯都亮,则说明机床零点正确,否则机床定位误差过大。
数控编程代码有什么?
CNC编程代码很多 说些实用常见的吧 如G00快速定位
G01直线切削
G02顺时针方向圆弧切削
G03逆时针方向圆弧切削
G04暂停指令 (有的系统为延时)
G09正确停止检测
G10补正设定
G12顺时针方向圆周切削
G13逆时针方向圆周切削
G15极座标系统取消
G16极座标系统设定
G17XY平面设定
G18XZ平面设定
G19YZ平面设定
G20英制单位设定
G21公制单位设定
G22软体极限设定
G23软体极限设定取消
G27机械原点复归检测
G28自动经中间点复归机械原点
G29自动从参考点复归
G30自动复归到第二原点
G40刀具半径补正取消
G41刀具半径偏左补正
G42刀具半径偏右补正
G43刀具长度沿正向补正
G44刀具长度沿负向补正
G49刀具长度补正取消
G45刀具位置补正增加
G46刀具位置补正减少
G47刀具位置补正两倍增加
G48刀具位置补正两倍减少
G50比例功能取消OFF
G51比例功能设定ON
G52回复到基本座标系统
G53回复到机械座标系统
G54第一工件座标系统
G55第二工件座标系统
G56第三工件座标系统
G57第四工件座标系统
G58第五工件座标系统
G59第六工件座标系统
G60 外部补正
G70圆周等分段 循环
G71圆周分段 循环
G72直线分段 循环
G73高速喙钻循环
G74左旋牙切削循环G76精搪孔循环
G77反面搪孔循环
G80固定循环取消
G81钻孔循环
G82沉头孔加工循环
G83啄钻循环
G84右旋牙切削循环
G85搪孔循环
G86搪孔循环
G87搪孔循环
G88搪孔循环
G89搪孔循环
G90绝对指令座标值设定
G91增量指令座标值设定
G92绝对程式零点设定
G94每分钟进给量设定mm/min
G95每转进给给设定mm/rev
G98固定循环,刀具复归到起始点
G99固定循环,刀具复归到R点 M03主轴正转
M04主轴逆时针旋转 (通常不会用到反转)
M05主轴停止
M06刀具交换
M07雾化冷却液开启
M08冷却液开启
M09冷却液关启
M10工作台(B轴)锁住
M11工作台(B轴)松开
M13主轴顺时针转动及加切削液
M14主轴逆时针转动及加切削液
M15正方向运动
M16负方向运动
M19主轴定位
M30程式结束记忆体回归 M98子程序调用m99子程序取消 如上面的你都看懂了 那就真正起到作用了 望能帮到您!
数控车床编程代码是什么?
G00------快速定位
G01------直线插补
G02------顺时针方向圆弧插补
G03------逆时针方向圆弧插补
G04------定时暂停
G05------通过中间点圆弧插补
G06------抛物线插补
G07------Z 样条曲线插补
G08------进给加速
G09------进给减速
G10------数据设置
G16------极坐标编程
G17------加工XY平面
G18------加工XZ平面
G19------加工YZ平面
G20------英制尺寸(法兰克系统)
G21-----公制尺寸(法兰克系统)
G22------半径尺寸编程方式
G220-----系统操作界面上使用
G23------直径尺寸编程方式
G230-----系统操作界面上使用
G24------子程序结束
G25------跳转加工
G26------循环加工
G30------倍率注销
G31------倍率定义
G32------等螺距螺纹切削,英制
G33------等螺距螺纹切削,公制
G34------增螺距螺纹切削
G35------减螺距螺纹切削
扩展资料
在G代码解释器中,对G代码进行关键字分解是骨架,,对代码进行分组则是进行语法检查的基 础。王心光等人在虚拟数控加工仿真中使用Microsoft的GRETA正则类库,解决了G代码关键词分解问题,这种方法建立在 Microsoft提供的工具基础上,同时使用C++语言;付振山使用VC++ 6.0 开发, 构造了有穷自动机来描述在输入字符串中关键字识别模式G代码解释器是全软件式数控系统的重要模块。
数控机床通常使用G代码来描述机床的加工信息,如走刀轨迹、坐 标系的选择、冷却液的开启等,将G代码解释为数控系统能够识别的数据块是G代码解释器的主要功能。
参考资料来源:百度百科-g代码
数控指令代码有哪些
数控指令代码列举以下代码:
1、G00与G01
G00运动轨迹有直线和折线两种,该指令只是用于点定位,不能用于切削加工。
G01按指定进给速度以直线运动方式运动到指令指定的目标点,一般用于切削加工。
2、G02与G03
G02顺时针圆弧插补 。
G03逆时针圆弧插补。
3、G04(延时或暂停指令)
一般用于正反转切换、加工盲孔、阶梯孔、车削切槽。
4、G17、G18、G19 平面选择指令,指定平面加工,一般用于铣床和加工中心。
5、G27、G28、G29 参考点指令
G27:返回参考点,检查、确认参考点位置。
G28:自动返回参考点(经过中间点)。
G29:从参考点返回,与G28配合使用。
6、G40、G41、G42 半径补偿
G40:取消刀具半径补偿。
7、G43、G44、G49 长度补偿
G43:长度正补偿 。
G44:长度负补偿 。
G49:取消刀具长度补偿。
8、G32、G92、G76
G32:螺纹切削
G92:螺纹切削固定循环
G76:螺纹切削复合循环
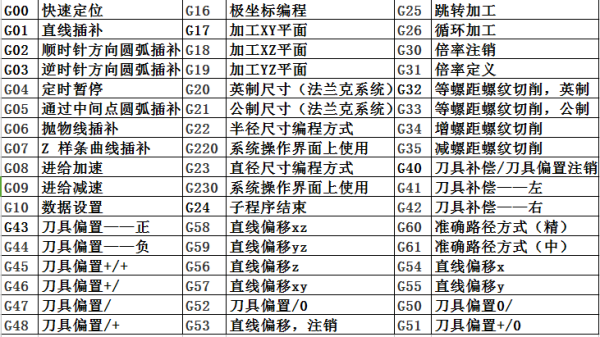
9、更多指令代码见下图:
参考资料:百度百科—数控加工代码
参考资料:百度百科—G代码
数控车床程序代码 数控车床代码
1、G00与G01 2、G00运动轨迹有直线和折线两种,该指令只是用于点定位,不能用于切削加工。 3、G01按指定进给速度以直线运动方式运动到指令指定的目标点,一般用于切削加工。 4、指定平面加工,一般用于铣床和加工中心 5、G17:X-Y平面,可省略,也可以是与X-Y平面相平行的平面 6、G18:X-Z平面或与之平行的平面,数控车床中只有X-Z平面,不用专门指定 7、G19:Y-Z平面或与之平行的平面 8、M代码 9、M00:程序暂停 10、M01:计划停止 11、M02:机床复位 12、M03:主轴正传 13、M04:主轴反转 14、M05:主轴停止 15、M06:换刀 16、M07:雾状相关文章
- 详细阅读
-
智能语音打字多键可编程的鼠标吗?详细阅读

有没有可以语音打字的智能鼠标?可以,有一款狐狼的智能鼠标已经实现了语音的功能。什么鼠标可以语音输入文字?狐狼 智能鼠标就可以,狐狼智能鼠标运用的是 科大讯飞 的 语音识别 ,
-
avr课程基于Sam d21的编程详细阅读
AVR单片机课程设计(ATmega16芯片):如何用ICCAVR设计 IIR数字低通滤波器AVR单片机C语言开发入门指导(强烈推荐),内容涉及各种avr的编译器,一本书就可以学会ICC,CVA,IAR,GCC,等avr的
-
编程好好学的话,要学多久才能工作?详细阅读

从开始学编程到可以找工作大概要多久?从开始学编程到可以找工作大概要多久?学编程需要多长时间, 也要看个人的理解能力, 理解快的很容易上手。 其次,就是你的学软件开发的方式,是
- 详细阅读
-
以后想往量子通讯量子信息技术方面详细阅读
研究量子通讯大学选什么专业?研究芯片呢?做研究一般来说需要研究生毕业。 涉及通信和芯片的专业有很多。 通信的话,需要学电子学,电磁波,高数,编程,英语,这些基础课。 量子的话,需要
-
计算机 中央处理器 速龙II X4 加 g详细阅读
七彩虹gt1030的显卡AMDx4 860k的CPU 为什么玩英雄联盟帧率低卡求大神解答CPU弱 显卡也不太好,fps不高正常 团战卡 主要因素就是CPU单核性能差,这种速龙CPU就这个性能。单
-
求助 vba 代码编程 有高手吗?详细阅读
求教vba高手!!分太少了,不可能每个题都给你写,写几个Sub第1题()
Dimn%,x%
n=Application.InputBox("请输入N值:",,,,,,,1)
Ifn=FalseThenExitSub
Forx=1Ton
IfxMod2=1Then
sum=s - 详细阅读
-
可编程序控制器的主要维护项目有哪详细阅读
可编程序控制器的常见故障怎样检修?可编程序控制器的常见故障这样检修:CPU故障:CPU出现故障,可编程序控制器将不能正常工作。主要故障点是CPU没有插好或松动,系统监控或支持程序