c51单片机内30h∼39h单元处存放了10个二进制数,计算它们的累加和,并将结果存放到起始地址SUM: MOV R0,#30H MOV 40H.#0 MOV 41H,#0 MOV R2,#10 LP: MOV A,@R0 ADD A,40H MOV
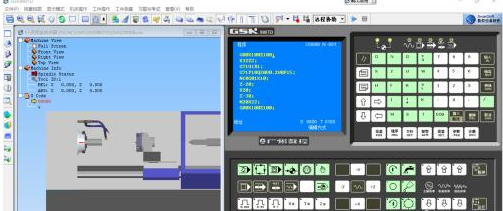
求大神解答一下走G71具体编程方法
电脑
2022-08-01
g71程序怎么编程?
G71 外圆粗车循环(G71)
指令格式: G71 X(U) I K L F ;
其中:X(U)—精加工轮廓起点的X轴坐标值
I---X轴方向每次进刀量,直径值表示,无符号数
K---X轴方向每次退刀量,直径值表示,无符号数
L---描述最终轨迹的程序段数量(不包括自身).范围:1-99
F---切削速度
内外圆粗车复合循环
循环执行过程
X轴快速进给I的距离
Z轴切削进给,进给终点由系统自动计算
X轴以F速度退K的距离
Z轴快速退回起点
X轴进给I+K的距离
重复2-5的过程直到X方向到达指令中X指令的位置
G71是数控加工技术指令中的外圆粗车复合循环指令
格式:G71 U(△d) R(r) P(ns) Q(nf) E(e) F(f) S(s) T(t)
说明:
G71 U (Δd) R(e)
G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t)
其中:
Δd为背吃刀量;
e为退刀量;
ns为精加工轮廓程序段中开始段的段号;
nf为精加工轮廓程序段中结束段的段号;
Δu为留给X轴方向的精加工余量;(直径值)
Δw为留给Z轴方向的精加工余量;
f、s、t为粗车时的进给量、主轴转速及所用刀具。而精加工时处于ns到nf程序段之内的F、S、T有效。
g71编程实例及解释是什么?
g71主要编程实例及详细内容的解释:
N1G59G00X80Z80(选定坐标系G55,到程序起点位置)。
N2M03S400(主轴以400r/min正转)。
N3G01X46Z3F100(刀具到循环起点位置)。
N4G71U1.5R1P5Q13X0.4Z0.1(粗切量:1.5mm精切量:X0.4mmZ0.1mm)。
N5G00X0(精加工轮廓起始行,到倒角延长线)。

G71的适用范围和工作内容:
G71第一行中的U是粗车切深,半径值。意思是每刀车多深,R是退刀量,也是半径值。意思是车完一刀,X方向退多少。u和w一起出现的时候是相对坐标编程时用到的。
每个程序段前不要加斜杠/,斜杠是程序跳跃符号,机床遇到斜杠会此程序段跳过去而不执行,你的第二个G71段G71P10Q20U-3W0没有F值,你的N20段N20X-116F200,里面的X值x-116。过小可能会产生报警或过切。将值修改至合适的数值,一般和起点的值一样,最小不会小过0的。
数控车g71指令的用法
G71的使用出如下:
1.G71是外径毛坯的循环
G71P10Q20U1.0W0.1,P10是循环的,启动程序段,Q20是循环终止程序段号(即程序段号)。在方案中,G71从第十条开始,到第20条结束),U1.0W0.1,分别是径向和轴向车距的精华。
2.G71的第一行U为粗切削深度和半径值,表示每个工具的深度,R是返回工具和半径,意思是经过一次切割后,在X方向上的距离,当u和w在一起时,用于相对坐标编程。
3.每个程序段不添加斜杠/之前,削减程序跳转象征,机器就会遇到一个斜杠将跳过这个程序部分和不执行,第二个G71G71P10Q20u-3FW0没有价值,你N20段N20X-116F200,在X-116X值。
太小可能会产生报警或过度,将值修改为合适的值,一般与初始值相同,最小值不小于0。

扩展资料:
注意事项:
与普通机床相比,数控机床具有以下特点:
1.加工精度高,加工质量稳定;能进行多坐标联动,能加工形状复杂的零件。
2、在加工零件更换时,一般只需更换数控程序,可节省生产准备时间;机床本身精度高、刚性好,可选择一种良好的加工消耗,生产率高(一般是普通机床的3~5倍);机床自动化程度高,可降低劳动强度;操作人员的素质越高,对维修人员的技术要求也就越高。
特点:数控机床是数控机床的简称,是一种装有程序控制系统的自动机床。控制系统可以逻辑地处理带有控制代码或其他符号指令的程序,并对其进行解码,使机器能够移动和处理部件。
数控车床g71怎么编程?请举个例子谢谢了
数控车床g71格式为:
G71U_ R_
G71P_ Q_ U_ W_ F_
参数说明
第一行 :
U 表示背吃刀量(半径值) R 表示退刀量
第二行 :
P表示精加工轨迹中第一个程序段号
Q表示精加工轨迹中最后一个程序段号
U表示径向(X轴)精车余量(直径值)
W表示轴向(Z轴)精车余量
所有循环指令都需要制定循环点,循环点又叫起刀点,该位置一般定在毛坯直径+2,长度为2的位置,例如毛坯直径为30,循环点为X32,Z2.
扩展资料:
G71外圆粗车循环的例子
毛坯为棒料,粗加工切削深度为7mm,进给量0.3mm/r,主轴转速为500r/mm,精加工余量X向4mm(直径上),Z向2mm,进给量为0.15mm/r,主轴转速为800r/min,程序起点见图。
采用混合编程
%0003
N01 G92 X200.0 Z220.0 ;坐标系设定
N02 G00 X160.0 Z180.0
M03 S800
G95 F0.30 (转进给)
N03 G71 U7.0 R1.0 P04 Q10 U4.0 W2.0 S500 ;(粗车循环)
N04 G00 X40.0 S800
N05 G01 W-40.0 F0.15
N06 X60.0 W-30.0
N07 W-20.0
N08 X100.0 W-10.0
N09 W-20.0
N10 X140.0 W-20.0
N11 G94 F1000
N12 G01 X200.0 Z220.0
N13 M05
N14 M30
g71编程的格式是什么?
广数G71代码格式,简单介绍
相关文章
- 详细阅读
-
这道题编程,(第一个不用管)第二个题,需详细阅读

怎么编写这两个程序(C语言)第一道题:#include
#include
structList
{
inti;
structList*next;
};
voidCreate(List**pList,intstu)
{
inti;
List*p=NULL;
List*q=p;
for( -
C#编程,52单片机,c语言详细阅读

c表示什么?C(大写) 、c(小写)是英文字母顺数第三个,俄语字母顺数第19个。例如:英语单词cloud和“苏联”的俄语缩写СССР的第一个字母就是c。可表示C语言,C语言是一门面向过程的
- 详细阅读
-
怎样自学数控编程详细阅读

如何学会数控编程?1,基础知识的学习,包括数控加工原理、数控程序、数控加工工艺等方面的基础知识。 2,数控编程技术的学习,在初步了解手工编程的基础上,重点学习基于CAD/CAM软件的
-
1.编程实现按每3个数据一行方式输详细阅读
用C语言编程实现按每3个数据一行方式输出所有能被3和7整除,但是十位不是2的3位整数。#include int main(){int i,n=0;for(i=100;i
-
声明Student类以及它的子类,学生的详细阅读

java编程题 本人新手,求详解。先看下最终的结果吧,是不是你想要的?
项目结构如下图所示:其中,Student是父类,PostGraduate是子类,继承自父类Student,Main是主类,用于创建对象以及把这 -
用Mixly软件编程时出现上传失败的详细阅读

为什么上传资料老是提示上传失败呢?上传资料老是提示上传失败,有可能是软件安装不正确所导致的,可以把软件卸载之后重新安装,然后重启电脑之后重新上传。上传图片,却提示“上传
-
请问电脑编程的未来工资高吗?详细阅读

请问电脑编程的未来工资高吗?就目前来说,IT行业的收入水平总体来说还是比较高的,至少明显高于其他的一些行业,但是在未来,除了一些水平比较高的以外,我觉得那些基础编程的,工资不会
-
国内哪个高校的计算机科学与技术专详细阅读

国内计算机专业哪些学校比较好?您好,目前来说只有教育部于2017年公布的第四轮学科评估报告为唯一的官方学科评估,其余的排名基本上都是社会性质的。而根据这第四轮学科评估报考
